
Whether you're assembling aircraft structures, automotive components, industrial machinery, or consumer products, every bolted joint has one common requirement: achieving the correct clamp force.
Yet many manufacturing teams focus on torque values alone. While torque is important, the real objective of any tightening process is creating a reliable and repeatable clamping force that keeps components securely joined throughout the product's life cycle.
Selecting the wrong tightening strategy can lead to:
This article explains the three most common tightening strategies used in modern manufacturing:
We'll also explore how modern electric torque tools and operator guidance systems help manufacturers consistently achieve quality fastening results.
Many engineers assume that tightening a bolt to a specified torque with fastening tools automatically creates the desired preload.
Unfortunately, reality is more complicated.
Only a small portion of the applied torque actually generates clamp force. Most of the energy is lost overcoming friction in the threads and under the bolt head.
As a result:
The challenge is therefore not achieving a specific torque value.
The challenge is achieving a consistent preload.
Every tightening strategy is essentially an attempt to control this relationship more accurately.
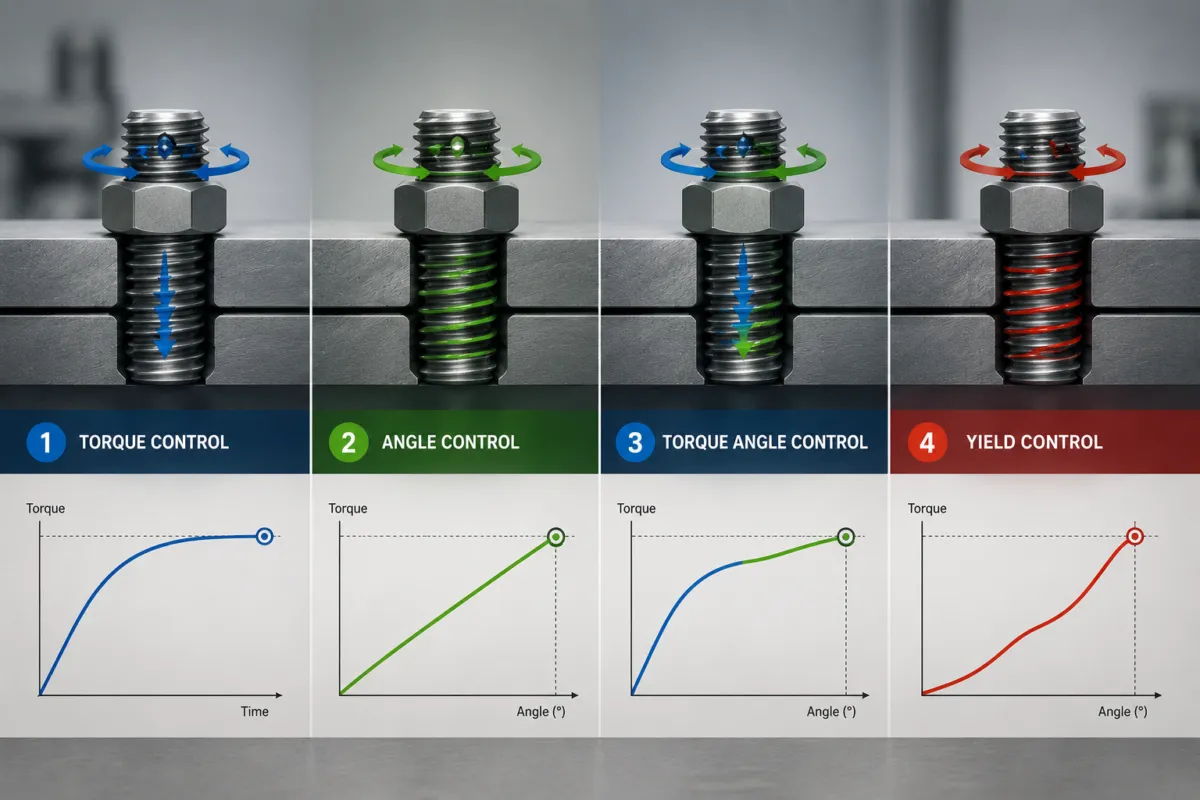
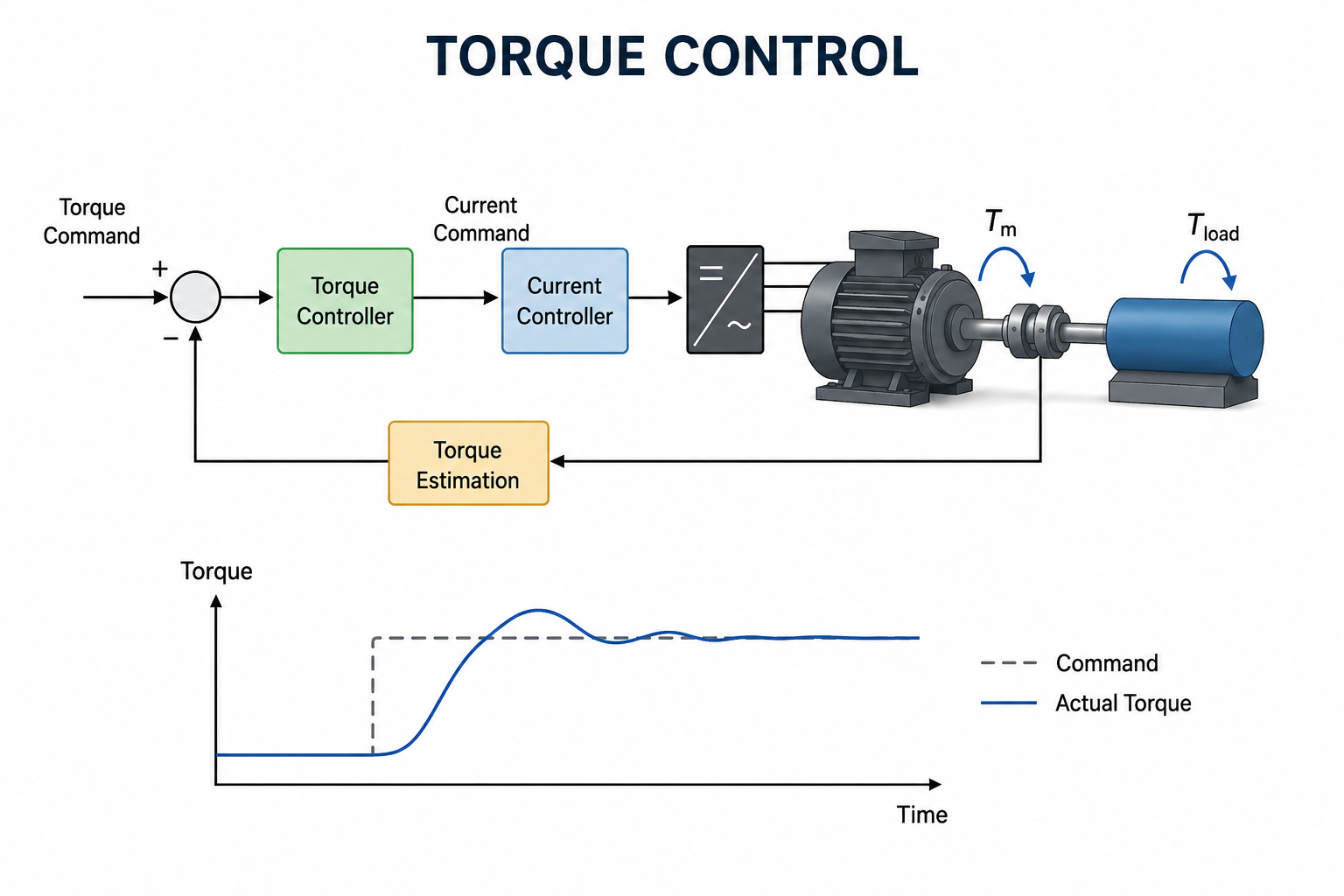
Torque control is the most widely used tightening process in manufacturing. With this method, the tool applies torque until a predetermined target value is reached and then automatically stops.
The principle is straightforward: if a specific torque value is applied consistently, a predictable preload should be generated. This approach is commonly used with electric screwdrivers, digital torque wrenches, and various assembly tools because it is simple to implement and offers fast cycle times.
The biggest challenge with torque control is its sensitivity to friction variations. Studies have shown that up to 90% of applied torque may be consumed by friction, leaving only a small percentage available to generate clamp load. Changes in lubrication, surface condition, or thread quality can therefore produce significant variations in preload even when the same torque value is applied.
For this reason, torque control is generally best suited for applications where moderate preload accuracy is acceptable.
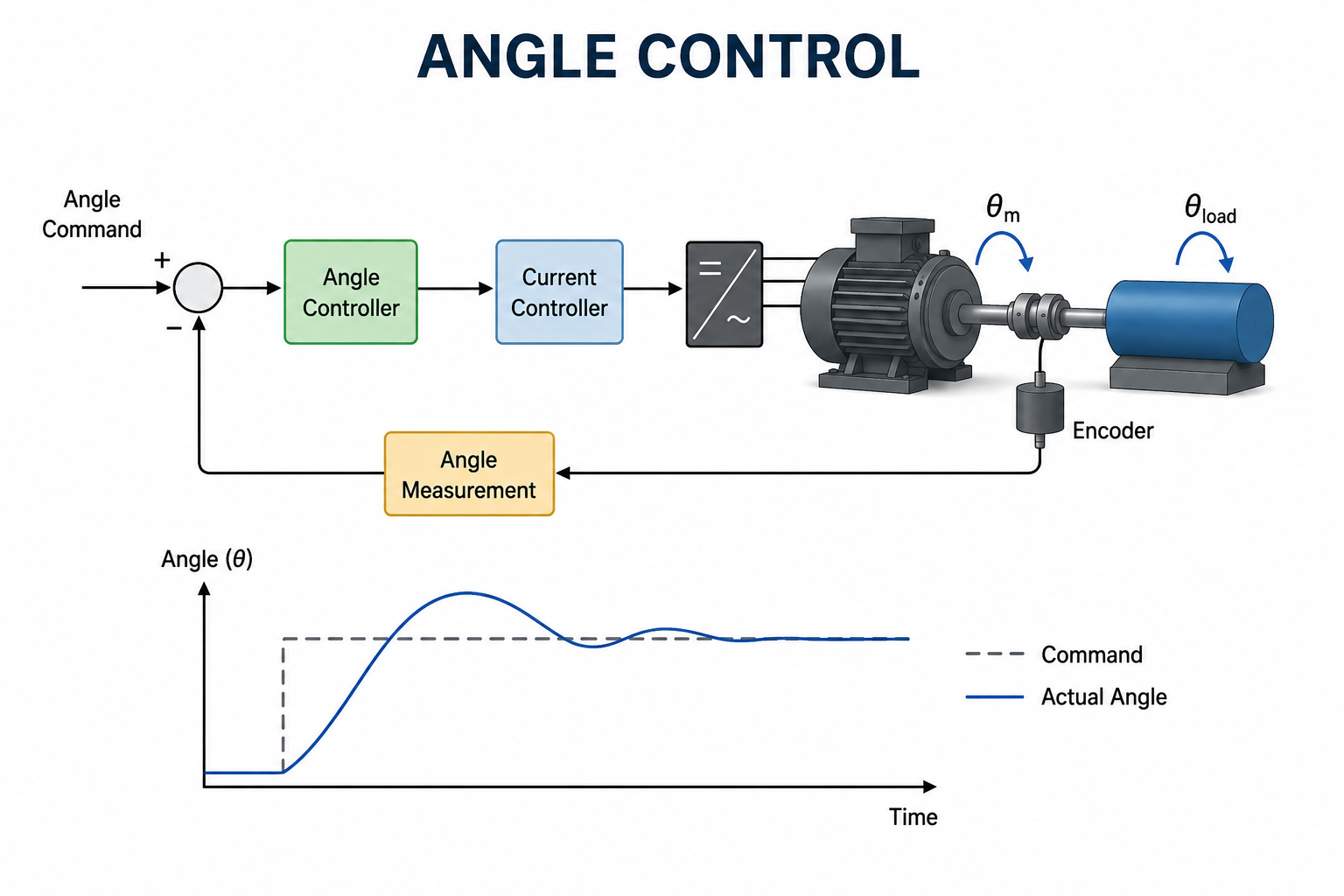
Angle control focuses on the relationship between fastener rotation and bolt elongation. After an initial snug point is reached, the tool rotates the fastener through a predetermined angle.
Because bolt elongation is directly related to preload, angle control can provide more consistent clamp loads than torque-only methods. The strategy is less dependent on friction conditions and therefore reduces preload variation.
Modern torque angle tools use integrated sensors to accurately measure fastener rotation throughout the tightening cycle.
Angle control is commonly used in automotive manufacturing, structural assemblies, and applications where consistent bolt elongation is important for joint performance.
Although angle control offers improved accuracy compared to torque control, it still requires careful characterization of the joint to determine the correct angle values.
Torque-angle control combines the strengths of torque control and angle control into a single fastening strategy.
The process typically begins by applying a predefined torque value known as the pre-torque or snug torque. Once this threshold is reached, the tool continues tightening through a specified angle.
This torque and angle tightening strategy ensures that the fastener is properly seated before angle measurement begins, resulting in greater accuracy and repeatability.
Because both torque and angle are continuously measured, advanced torque monitoring systems can identify abnormal tightening conditions such as cross-threading, missing components, damaged threads, or incorrect fasteners.
This fastening technology has become one of the most widely adopted controlled tightening methods in automotive and industrial production because it delivers excellent balance between productivity and joint quality.
Yield control is one of the most advanced tightening strategies in modern fastening technology. Unlike conventional torque control or angle control, yield-controlled tightening intentionally tightens a fastener to, or slightly beyond, its elastic limit to achieve the highest possible and most consistent clamp load.
In a bolted joint, torque is related to preload, while the angle of rotation is related to bolt elongation. Traditional tightening methods aim to stay within the elastic region of the fastener, allowing it to return to its original length after disassembly. Yield control goes a step further by tightening the bolt until it reaches its yield point, creating a small amount of permanent elongation while maximizing preload accuracy.
To perform this tightening process consistently, advanced electric torque tools continuously measure both torque and angle throughout the fastening cycle. Using real-time torque monitoring, the system analyzes the torque-angle curve and detects changes in the torque gradient. Once the yield point is reached, the tool automatically stops tightening.
This controlled tightening method is commonly implemented using digital torque tools, pulse tools, and intelligent electric screwdrivers equipped with angle sensors. Because yield control relies on the strength characteristics of the fastener rather than friction conditions, preload variation is significantly reduced compared to conventional bolt tightening methods.
For critical applications such as automotive engines, aerospace assemblies, and safety-related joints, yield control delivers exceptional joint reliability, repeatability, and the highest achievable clamp load without the risk of uncontrolled overtightening.
Advanced electric torque tools have transformed fastening processes.
Unlike traditional pneumatic systems, modern electric tools can continuously monitor:
This allows manufacturers to:
In many modern production environments, tightening tools have evolved from simple assembly devices into intelligent quality-control instruments.

As tightening torque increases, so does torque reaction. This reaction force can affect operator comfort, tool handling, and fastening accuracy.
Advanced assembly tools often incorporate reaction arms, torque arms, or pulse tools to reduce operator exposure to torque reaction forces. By managing these forces effectively, manufacturers can improve ergonomics while maintaining tightening accuracy and productivity.
There is no universal tightening strategy suitable for every application.
The best choice depends on product requirements, quality objectives, production volume, and acceptable preload variation.
| Tightening Strategy | How It Works | Accuracy of Clamp Load | Sensitivity to Friction | Complexity | Typical Tools | Typical Applications |
|---|---|---|---|---|---|---|
| Torque Control | Tightening stops when a predefined torque value is reached. | ★★☆☆☆ Moderate | High | Low | Electric screwdriver, digital torque wrench, assembly tools | General industrial assembly, electronics, consumer products |
| Angle Control | After reaching a snug point, the fastener is rotated through a specified angle. | ★★★☆☆ Good | Medium | Medium | Torque angle tool, digital torque tools | Automotive assemblies, structural joints, metal constructions |
| Torque-Angle Control | A predefined torque is applied first, followed by a controlled tightening angle. | ★★★★☆ High | Low | Medium-High | Electric torque tool, DC assembly tools, advanced torque monitoring systems | Automotive manufacturing, EV battery assembly, critical bolted joints |
| Yield Control | Tightening continues until the fastener reaches its yield point, detected through torque-angle analysis. | ★★★★★ Very High | Very Low | High | Digital torque tools, pulse tools, electric torque tools with torque monitoring | Engine assembly, aerospace, safety-critical applications |
The success of any bolted joint depends heavily on the tightening strategy selected. While torque control remains the most common approach, increasingly demanding applications require more advanced fastening technologies such as angle control, torque-angle control, and yield control.
Modern electric screwdrivers, digital torque wrenches, pulse tools, and electric torque tool systems enable manufacturers to implement these strategies with unprecedented accuracy. Combined with advanced torque monitoring capabilities, today's assembly tools provide the process control, traceability, and repeatability required for modern manufacturing environments.
By understanding the strengths and limitations of each tightening strategy, manufacturers can select the optimal approach to achieve consistent clamp loads, improved product quality, and long-term joint reliability.

