Tool position control refers to the ability to precisely monitor and manage the exact location and movement of a tightening tool during the assembly process. It ensures that each fastener is tightened at the correct position, in the correct sequence, and with the correct parameters - such as torque and angle.
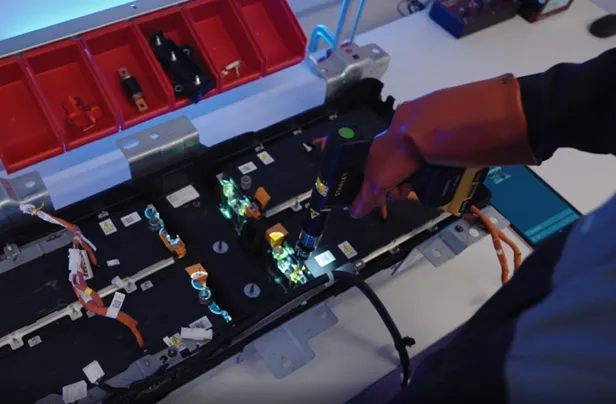
In modern manufacturing tool position control is achieved through sensors, cameras, or digital tracking systems that communicate with our operator guidance system. This allows the system to verify that the operator is tightening the right bolt in the right place before tool is released to tighten bolts.


Tool position control is designed to solve several critical challenges in modern manufacturing, especially in complex assembly environments where precision and traceability are vital. Some of the main challenges it addresses include:
Smart tightening tools ensure that the correct torque is applied, but they cannot verify that the operator is tightening the correct bolt in the correct sequence. Tool Position Control complements torque control by validating the location of every tightening operation, helping manufacturers eliminate missed bolts, wrong bolt tightening, and sequence errors while achieving complete process traceability.
| Torque Control | Tool Position Control |
| Verifies the applied torque and angle | Verifies the correct bolt location before tightening |
| Confirms OK/NOK tightening results | Confirms the correct bolt is being tightened |
| Detects under- and over-torque conditions | Prevents tightening the wrong bolt |
| Records tightening data for traceability | Enforces the correct tightening sequence |
| Cannot detect skipped or missed bolts | Prevents missed or skipped bolts |
| Focuses on the tightening tool | Focuses on the complete assembly process |
| Validates fastening quality | Validates fastening quality and process quality |
| Ensures every bolt meets specification | Ensures every required bolt is tightened in the correct order |
Tighten always the right bolt

An ultrasonic RTLS uses high-frequency sound waves to determine the precise position of a tightening tool within a workstation. The tool (or a tag attached to it) emits ultrasonic signals detected by fixed receivers placed around the work area. By measuring the time it takes for the signals to reach each receiver, the system calculates the tool’s exact 3D location in real time.
Advantages
Considerations

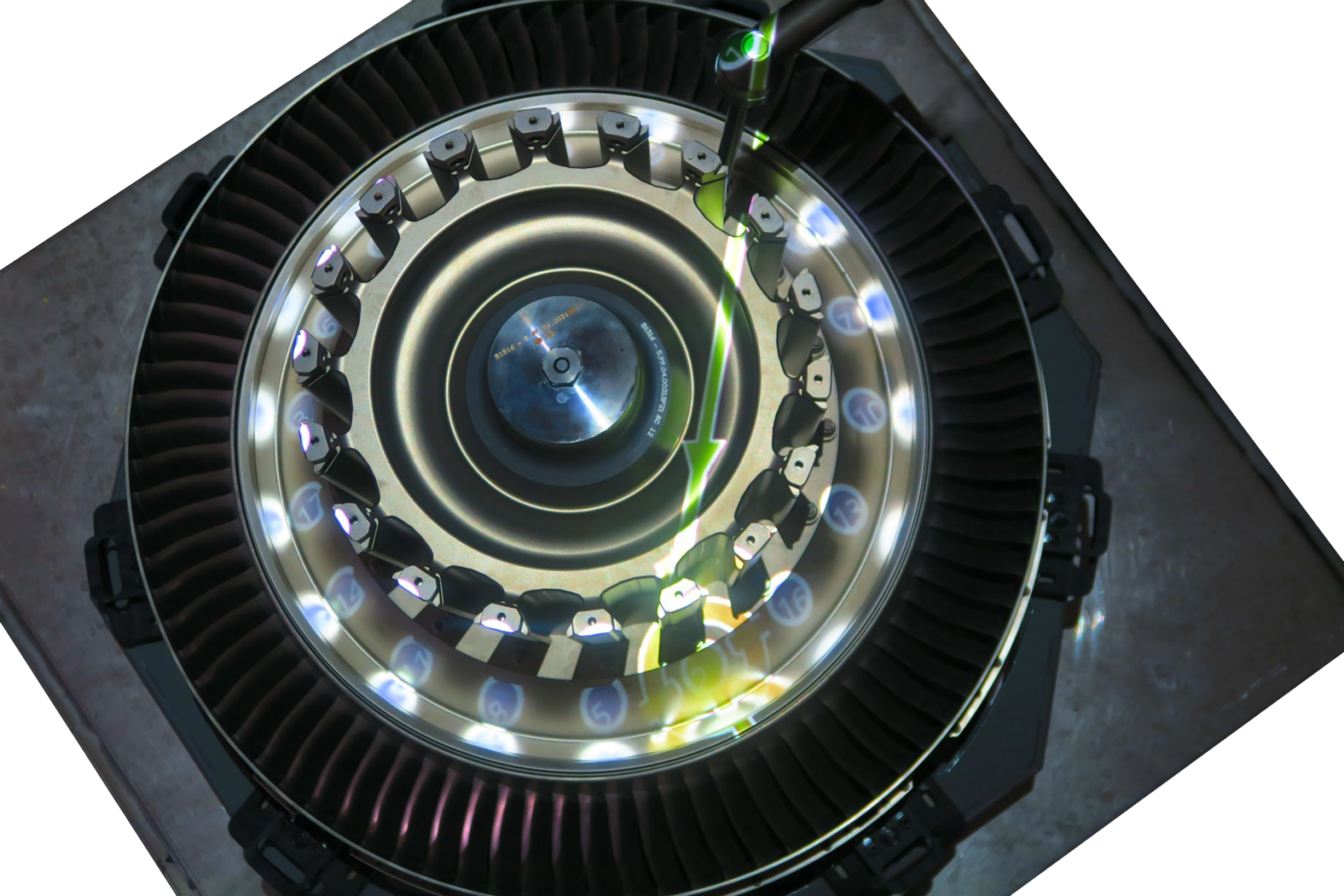
Machine vision–based tool position control uses cameras to track and verify the tightening tool’s position in real time. The system detects visual markers, reference points, or tool features within the workspace to confirm that each fastener is tightened in the correct location and sequence. By processing images through intelligent software, the system ensures the tool is correctly positioned before torque is applied.
Advantages
Considerations
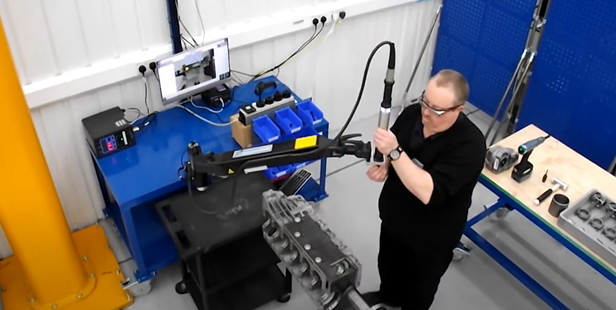
A reaction arm with encoders is a mechanical device attached to a tightening tool that serves two key functions: it absorbs the reaction torque generated during tightening, and it tracks the tool’s angular and positional movement.
Integrated rotary or linear encoders measure the exact position and orientation of the arm in real time, allowing the system to verify that the correct fastener is being tightened before torque is applied.
This approach provides both ergonomic support for the operator and position verification within the defined workspace.
Advantages
Considerations
| Technology | Advantages | Considerations | Typical use cases | Best Fit / Summary Use Case |
| Ultrasonic RTLS | • Full 3D tracking • Scalable for large area’s | • Needs setup and calibration • Line-of-sight required • May need extra anchors | • Large, flexible areas • Multiple tools or operators • Asset and movement tracking |
|
| Machine Vision | • No tags needed • Provides visual verification • Supports inspection tasks | • needs good lightening and clear view • 2D only, not full spatial | • Multi-bolt assemblies • Visual inspection • Medium work cells |
|
| Reaction Arm with Encoders | • High accuracy • No line-of-sight needed • Absorbs reaction torque • Easy to integrate | • Limited range, station-bound • Less flexible for left/right-handed use • Mechanical wear, calibration needed | • Fixed stations • High-torque tightening • Repetitive assembly |
|
Step into the future of guided manufacturing.