Choosing the right electric screwdriver or nutrunner is often underestimated. Many factories rely on a “copy–paste” approach when purchasing tools, but every joint deserves a dedicated analysis. A wrong choice can lead to quality issues, safety risks, operator injuries and high warranty costs.
Here is how to make the right decision.
Start by defining your cycle time requirements.
For high-volume production, electric or pneumatic tools drastically improve productivity and operator comfort.
Pneumatic tools are still widely used in industrial assembly, mainly because compressed air is available in most production plants. However, they require continuous lubrication, which increases maintenance efforts and operating costs. In addition, the compressed air infrastructure itself is expensive to install and maintain. Because of the oil mist generated by lubrication, pneumatic tools are not well suited for clean environments such as in-vehicle assembly.
Battery-powered tools offer maximum flexibility and mobility. They are ideal for clean production areas and for applications that are difficult to reach with cables or air hoses. Their main limitations are the restricted runtime per battery charge and a more limited torque range compared to corded electric tools, which can make them less suitable for high-torque or very high-volume applications.
Electric corded tools provide the highest level of accuracy and process traceability. They are the preferred solution for critical joints where torque and angle data must be recorded and stored. Their drawback is the high electrical power they require, and in multi-spindle applications this often means a three-phase power supply is necessary.
Every bolted joint must be classified according to how critical it is for the product. This classification determines not only the type of tool that should be used, but also the tightening strategy, the level of monitoring, and the traceability requirements. Using the wrong tool for a critical joint can result in severe safety risks, high warranty costs, or long-term customer dissatisfaction.
Below is the most commonly used classification system.
| Meaning | Typical Tool Requirement |
| A – Safety | Failure can be life-threatening | Electric tool with torque & angle, full traceability |
| B – Reliability | Failure causes high mechanical cost | Electric preferred, data stored |
| C – Customer Satisfaction | Failure causes irritation, not danger | Any tool, periodic calibration sufficient |
Class A – Safety joints
These joints protect human life. Examples include brake systems, steering components, seat structures, or battery pack fixations. For these applications, only electric tools with torque and angle monitoring should be used. Tightening strategies such as angle-controlled tightening, double hit, or yield control are required, and every tightening result must be stored in a database for full traceability.
Class B – Reliability joints
These joints do not directly affect safety, but failures can lead to costly mechanical damage, warranty claims, or production downtime. Electric tools are strongly recommended, and tightening data should be stored to allow quality audits and process optimization.
Class C – Customer satisfaction joints
These joints mainly influence perceived quality, such as interior trim or glove box assemblies. A failure may cause noise or cosmetic issues but no safety risk. Any suitable tool can be used, provided that periodic calibration and basic quality control are in place.
Correct classification is the foundation of a reliable tightening process — it defines the tool, the strategy, and the quality system required.

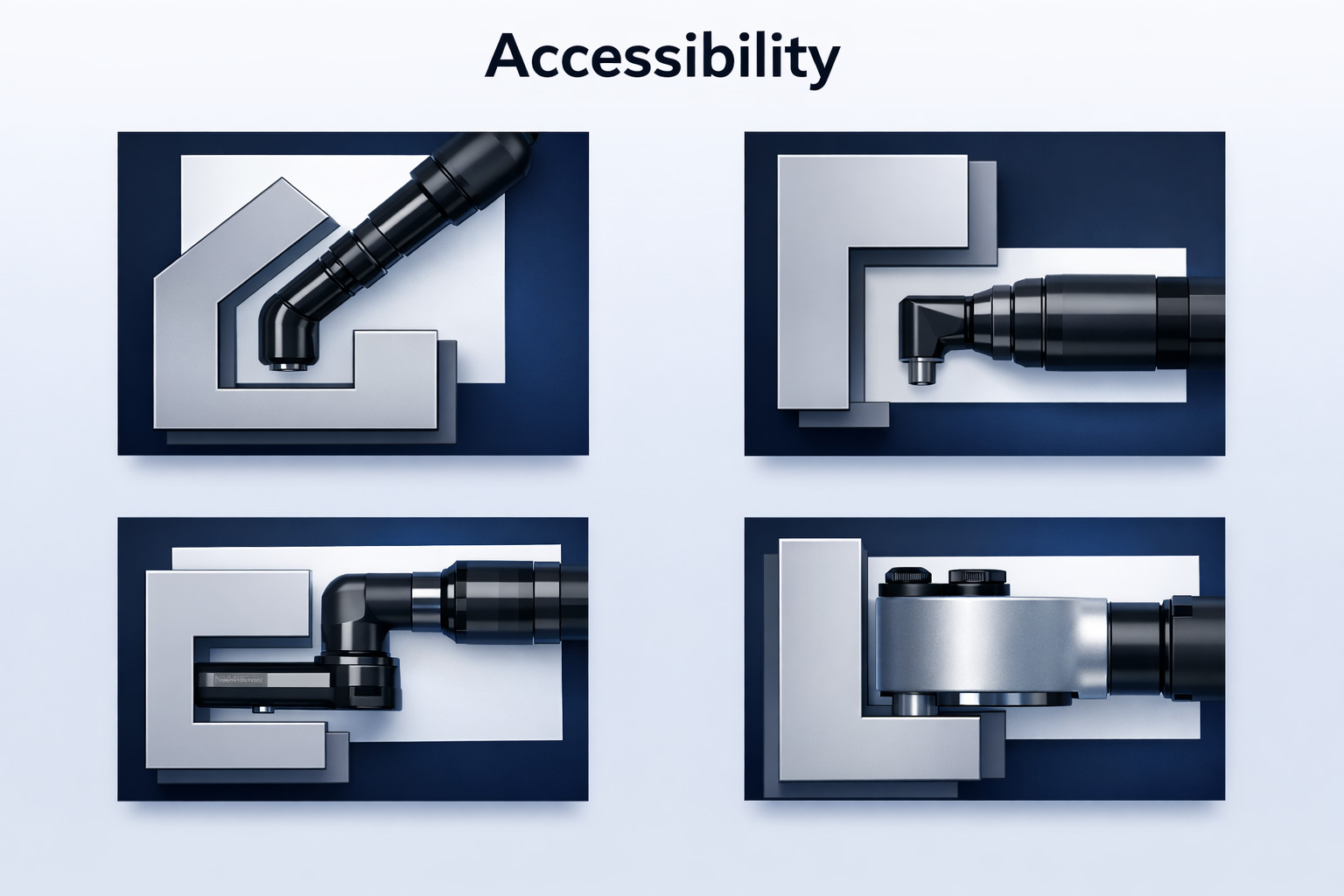
Accessibility is often underestimated, yet it has a major impact on tool cost, ergonomics and process stability. Always begin by checking whether the joint can be reached with a standard off-the-shelf tool, such as:
Only when none of these solutions work should you consider special heads like crowfoot, offset or flush heads. These special solutions are not only expensive to purchase, they also require frequent maintenance, lubrication and spare parts, which significantly increases total cost of ownership.
Rule of thumb: use special tooling only when there is no standard alternative.
Not all joints behave the same during tightening. Understanding the mechanical behavior of the joint is essential for selecting the correct tool.
| Recommendation |
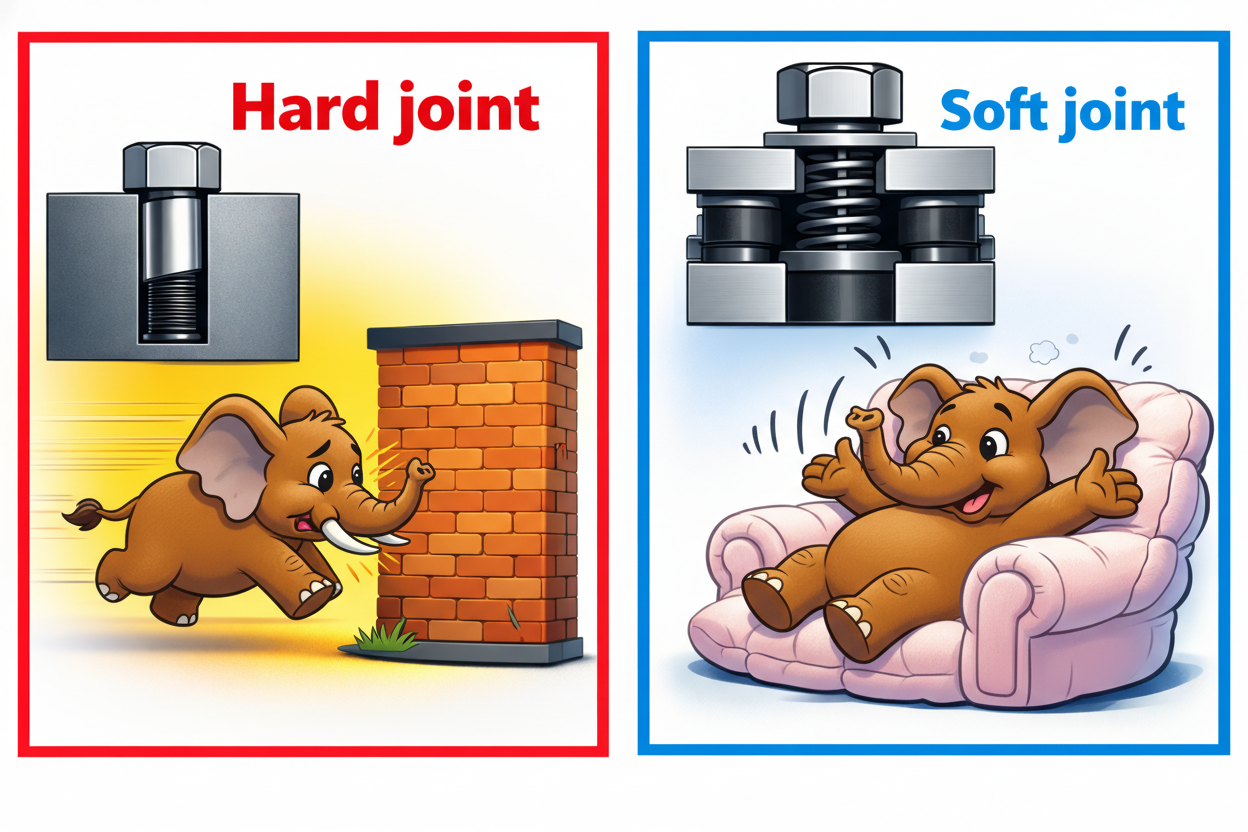
| Elastic (with seals, gaskets, rubber elements) | Select a tool where the required torque lies in the middle of the tool’s torque range. Impulse tools perform well because their inertia compensates for seal compression. |
| Hard joints (metal-to-metal contact) | Use controlled electric tools to avoid torque overshoot and ensure high repeatability. |
Elastic joints absorb part of the applied torque in the compression of seals or gaskets, which can lead to unstable results if the tool is operating close to its torque limits. Hard joints, on the other hand, reach seating very abruptly, which makes them sensitive to overshoot, a common cause of stripped threads or damaged components.
When tightening delicate parts such as plastic housings, electronic modules or thin-wall components, excessive speed or sudden shut-off shock can cause cracks, thread pull-out or internal damage that is not immediately visible.
Best practice is to:
This controlled approach dramatically reduces mechanical shock and protects sensitive assemblies.
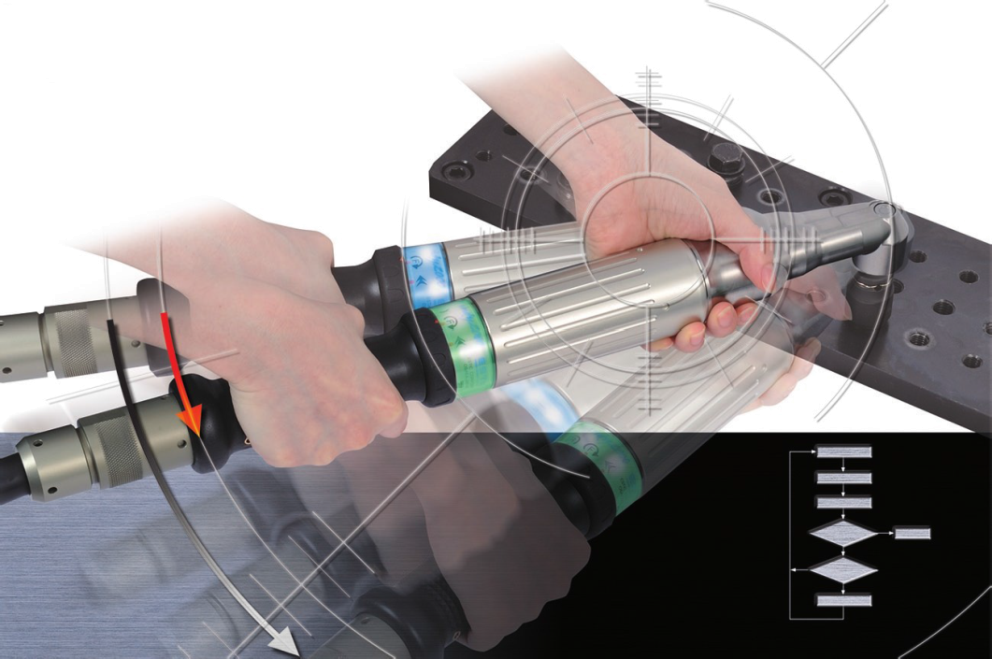
Electric tools generate reaction forces that can lead to wrist injuries, fatigue and poor repeatability.
Maximum recommended torque values without reaction support are:
| Tool type | Max torque without reaction arm |
| Straight | 2 Nm |
| Pistol grip | 12 Nm |
| Angle head | 60 Nm |
Above these values, always use:
Reducing reaction forces improves operator comfort, minimizes injury risk and stabilizes the tightening process.
Conventional direct-drive DC tools generate high reaction forces, about ±7 Nm for pistol tools and up to ±40 Nm for angle tools. Above these limits, bulky and expensive torque arms are required, and applications over 50 Nm become difficult to perform safely.
Pulse tools are a superior alternative, using hydraulic impulses to dramatically reduce peak reaction forces, improving operator safety, comfort, and tightening repeatability, often without the need for reaction arms.
Self-locking nuts generate friction torque before the joint is seated. This prevailing torque is included in the tool’s torque measurement, which can lead to incorrect clamp force.
Risk: Torque tools measure total torque, not actual clamping force.
Solution:
This ensures that real clamp force, not just torque value, is controlled.
How the tool is mounted directly influences repeatability, ergonomics and safety.
| Mounting type | Best for |
| Spring balancer | Light tools, frequent movement |
| Articulated arm | Medium-high torque |
| Rigid structure | High torque, tight tolerances |
| Hand-held | Low torque only |
A poorly mounted tool leads to inconsistent results and operator fatigue. Proper mounting turns a good tool into a stable production system.
Magnetic sockets simplify handling, especially in overhead or blind applications. However, they also attract metal chips, which can:
Best practice:
When multiple bolts hold one assembly together, missing just one can compromise the entire product.
Electric tools can:
This completely eliminates the risk of missing fasteners.
Applying the correct torque to the wrong bolt is still a defect.
Tool position control systems use:
They ensure:
Right torque – on the right bolt – in the right order.
This is essential for safety-critical assemblies such as brakes, airbags and battery packs.
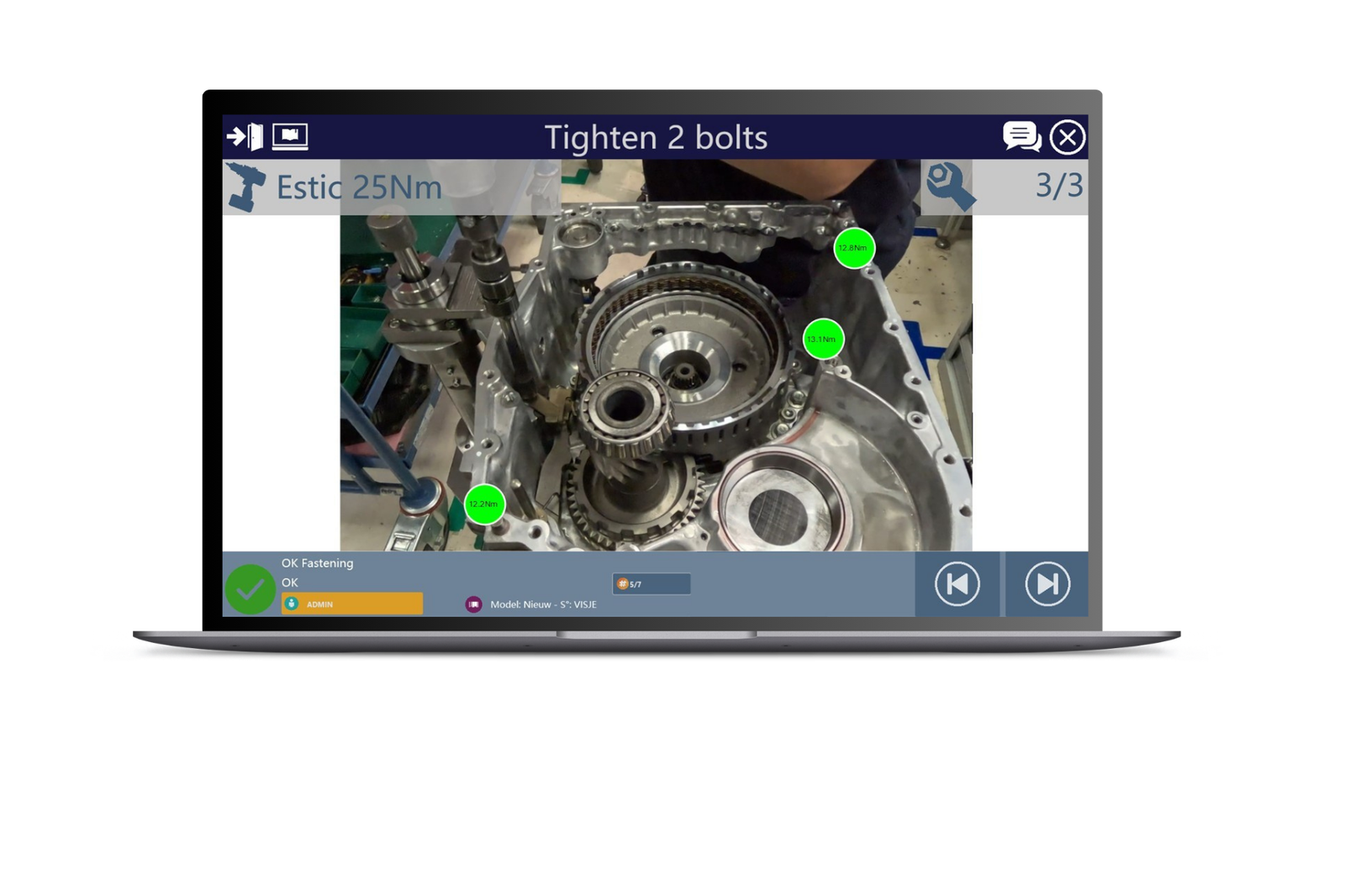
Modern process control software provides step-by-step guidance to the operator, displaying on-screen images of the correct bolt sequence, tightening locations, and live tightening results.
The system automatically logs:
This enables full traceability, complete tightening histories, and the automatic generation of digital birth certificates for every assembled product, ensuring maximum quality assurance and audit readiness.
Choosing the right electric screwdriver is not just about torque range or brand, it is about building a complete tightening process.
By analyzing joint behavior, operator ergonomics, data requirements, and quality risks, you create a system where the electric screwdriver delivers safety, consistency, and long-term reliability. That is how world-class industrial assembly is achieved.